Dry process fibreboards are engineered wood-based panel materials made by bonding together wood fibres with a synthetic resin adhesive. Depending on the degree of pressing different types are formed. The most common is Medium Density Fibreboard, known as MDF.
How is it made?
MDF can be manufactured with either softwood or hardwood species. Most MDF is composed primarily of softwood, although some individual brands may contain a higher percentage of temperate hardwood.
A typical process involves reducing wood down to small chips, which are then thermally softened and mechanically refined into fibres. These are then mixed with a synthetic resin binder. The resinated fibres are dried and then formed into a mat ready for pressing. The mat is pressed between heated polished press plates to the desired thickness.
What is it used for?
Standard MDF is used to manufacture table tops, door panels and drawer fronts with moulded edges or profiled surfaces. The smooth and stable surfaces of MDF provide an excellent substrate for painting or applying decorative foils or wood veneers. MDF, or specifically its variation HDF, is the primary substrate for laminate flooring.

Properties
Moisture resistant boards are used for bathroom fitments, doors, window boards and other interior building applications where resistance to damp conditions are important requirements.
Flame retardant boards are increasingly used for fitted furniture, doors and panelling in public buildings and other areas which are required to conform to specific fire regulations.
Economic impact

More about MDF
Manufacturing of MDF
Dry Process Fibreboards (MDF)
Description
Dry process fibreboards are engineered wood-based sheet materials made by bonding together wood fibres with a synthetic resin adhesive. The term ‘dry process fibreboards’ is a generic term so called by virtue of the manufacturing process.
Within this description, the most common class of board is Medium Density Fibreboard (MDF) although this in itself is a generic class, which can be for marketing purposes sub-divided into panel types differentiated principally by their density, i.e.
High Density MDF (HDF)
Low Density MDF (LDF)
Ultra Low Density MDF (ULDF)
Since 1966 when the first MDF was produced commercially in Deposit, New York State, USA, the market for MDF has increased dramatically world-wide. The first MDF was produced in Europe in 1973 and today European production rivals that in the USA.
Because of its availability in a wide range of thicknesses and the ability to be machined and finished to a high standard, dry process fibreboards have been accepted in a wide range of applications both in construction and also furniture, where in both cases it has substituted solid timber and also other wood-based panels in particular applications.
The development of value added variants with enhanced mechanical performance and improved performance in the presence of moisture and fire have further aided the applications available.
MDF can be manufactured with either softwood or hardwood species. The majority of MDF manufactured is composed mainly of softwood although some individual brands may contain a higher percentage of temperate hardwood depending on the location of the factory to the local forest resource.
The constituents of a typical standard MDF manufactured in the United Kingdom or Ireland are 82 virgin wood fibre (wholly or mainly softwood), 10% synthetic resin binder, 7% water, less than 1% paraffin wax solids and less than 0.05% silicon. The most common binder is urea-formaldehyde although depending on the grade and end use of the product other binders may be used, i.e. melamine urea-formaldehyde, phenolic resins and polymeric methylene di-isocyonate (PMDI).
A typical process involves reducing wood down to small chips, which are then thermally softened and mechanically refined into fibres, which are then mixed with a synthetic resin binder. The resinated fibres are dried and then formed into a mattress ready for pressing.
The mattress is pressed between heated polished press plates to the desired thickness. For thick boards more than one mattress may be ‘piggy backed’ together.
Appearance
MDF has smooth sanded surfaces, it has a homogeneous construction and is typically pale straw in colour. For identification purposes the whole panel, i.e. individual layers of the panel may be dyed according to industry practices (e.g. green for panels with enhanced moisture resistance, or red for panels integrally treated with flame-retardant chemicals).
Integral colouring is distinct from the voluntary coloured stripe system that may be applied on the outside edge of panels in a pack, at opposite corners to identify particular grades in accordance with EN standards.
Density, Mass and Sheet Size
Standard forms of MDF have densities as follows:
Average density: 700 – 800kg/m3
Core density: 600 – 700kg/m3
Face density: 1000 – 1100kg/m3
These are now considered to be part of a wide range of dry-process fibreboards with the following densities.
HDF: Above 800kg/m3
LDF: Below 650kg/m3
ULDF: Below 550kg/m3
Due to variation between brands, the weight of MDF is not constantly proportional to thickness. Typical weights, based on standard MDF with average density 750kg/m3, are:
Thickness |
Mass per Unit Area |
| 6.5mm | 5.0kg/m2 |
| 9.0mm | 6.3kg/m2 |
| 12.0mm | 8.4kg/m2 |
| 16.0mm | 11.0kg/m2 |
| 19.0mm | 14.0kg/m2 |
MDF is available in an extensive range of thicknesses, i.e. 1.8mm to 60mm. The most common sheet sizes are: widths 1220mm, 1525mm and 1850mm and in lengths up to 3660mm.
Other sizes are available or can be produced to order (minimum order conditions exist). With the exception of the largest users such as volume furniture manufacturers, MDF in common with other wood-based panels would generally not be supplied direct by the manufacturer but instead depending on the volume and specification could be supplied through a distributor or merchant.
Using MDF
Handling and Storing MDF
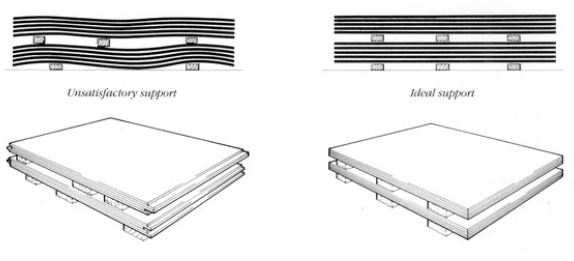
The different methods of manufacturing MDF with a uniform distribution of fibres throughout the thickness of the board ensure a balanced construction and potentially flat boards. The maintenance of this inherent flatness is however dependent upon the use of correct handling and storage procedures at all stages. Without these, boards may develop a permanent set under their own weight, particularly if they are not adequately supported on flat pallets or by sufficient bearers during any storage period.
The following procedures are recommended:
- MDF sheets should preferably be stored horizontally and lifted clear of the floor using dry bearers as supports. Polythene sheeting should be laid on damp floors to prevent rising moisture.
- Where individual bearers are used they should be of equal thickness and placed at not more than 800 mm centres for boards of 15 mm thickness and upwards, subject to a minimum of three bearers . Closer spacing, for instance 50 times board thickness, is recommended for thinner boards.
- The bearers supporting successive layers should be in vertical alignment.
- Stacks of boards should have flush sides to minimise damage to protruding edges or overhanging corners.
- Vertical storage of small numbers of boards is acceptable provided the boards are well supported and placed in a close to vertical position.
- The storage area should be well ventilated and the conditions should be reasonably dry. An average relative humidity of 50% rh will maintain board moisture content in the range 7 – 9%.
- One or two scrap boards should be placed on top of stacked boards and panels as they progress through the factory or during any, prolonged storage period to eliminate any unbalancing effects of any short term changes in environmental conditions.
Controlling MDF moisture content
A. Equilibrium moisture content
MDF is normally manufactured at a moisture content of 8 ±3% but the moisture content at the time of delivery to the user may have been affected by any adverse transportation and storage conditions. In particular, some absorption of moisture is inevitable during long periods in damp storage conditions on building sites, and conversely, a loss of moisture is likely in dry conditions. These changes will initially affect the exposed edges and the top layers of stacked boards but eventually extend to all boards in a stack.
Individual boards or panels of MDF freely exposed to the atmosphere will reach an equilibrium moisture content with the surroundings in a few days. The centre of boards in a stack of MDF will take many weeks to reach this equilibrium moisture content. A curve can be drawn relating the equilibrium moisture content of MDF to the relative humidity of the surrounding air.
B. Dimensional stability of MDF
All wood and wood based sheet materials shrink or swell with changes in moisture content. In relative terms, however, MDF is a highly stable material compared with solid wood. It moves by approximately 0.05% in the plane of the board for each 1% change in moisture content compared with the corresponding transverse movement of solid wood of up to 0.5% in the tangential direction and up to 0.2% in the radial direction. A 1% change in moisture content will result in a 0.35% thickness change in MDF.
As an example of the high stability of MDF in use, a 600 mm wide door panel cut from 15 mm thickness MDF will swell by about 1.5 mm in width and 0.3 mm in thickness for a 5% increase in moisture content equivalent to a change in conditions from 35% rh to 85% rh. Where higher stability is required, a moisture resistant or exterior grade MDF should be used.
Problems resulting from any changes in the dimensions of MDF due to changes in moisture content in use can be minimised by machining and assembling MDF panels and components when their moisture contents are close to the seasonal average moisture content expected in the place of use. As far as countries in Northern Europe are concerned, an MDF moisture content of 9 ±2% is typical. A lower equilibrium moisture content would be expected in Southern Europe. Small variations in moisture content outside these limits are acceptable for most applications because of the high stability of MDF.
C. Measurement of MDF moisture content
Resistance type moisture meters developed for use on wood can be used on MDF subject to the normal accuracy limitations of this type of instrument.
The accuracy of the measurement can be improved by using a calibration chart specific to MDF, if available from the suppliers of the instrument.
The oven drying method which involves heating small test pieces at 105° C for about four hours or longer for larger pieces, can be used for a more accurate determination of the moisture content of MDF using the following equation.
| (Mu –Mo) x 100 | |
| W = | ———————– |
| Mo |
W = moisture content (%)
Mu = mass of test piece before drying
Mo = oven dry mass of test piece.
Dust control
The dust produced when machining MDF is finer and more readily dispersed into the surrounding air than the dust from solid wood or particleboard. in this respect, MDF machining dust is similar to the dust produced when sanding finely textured hardwoods, both requiring a higher level of extraction efficiency. In particular, a minimum capture velocity of 20 to 30 m/sec is required at the dust generation point compared with 10 to 20 m/sec recommended for normal wood dust. The air velocity in the ducting should be in the range 15 to 20 m/sec to prevent an accumulation of dust (plugging) which could create a fire risk.
Meeting these requirements does not necessarily involve the installation of new extraction equipment for companies changing over from wood or particleboard to MDF. Experience has indicated that effective extraction of the MDF dust can be achieved in most instances by reducing the size of the collector hood openings and placing them as close as practicable to the point of dust generation. Collection efficiency will also be improved by closing off ducts connected to machines which are not in use subject to maintaining the recommended minimum air velocity in the remaining ducting. In small and medium size companies, individual extraction units fitted to each machine have been found to be cost effective. CNC machines, which by the nature of their operation, generate large volumes of dust, are normally fitted with a brush collection head to limit the spread of dust and a high efficiency extraction system.
As the fineness of MDF dust puts it in a class with sander dust, special procedures may be required to maintain adequate safety standards when the amount of MDF dust represents more than 20% of the total dust load. Extraction plant sited close to work areas inside the factory should be properly enclosed to reduce the risk of injury due to fire or explosion. Ducting should be fitted with explosion relief panels. Consideration should also be given to fitting fire detectors and automatic extinguishing equipment in large extraction systems.
Referring to personal exposure to dust from woodworking operations, some European countries have regulations limiting the amount of dust in the air in the workplace. A typical Occupational Exposure Limit (OEL) is 5 mg/m3. The recommendations in these notes relating to the efficient and safe operation of dust extraction equipment will normally result in satisfactory working conditions. Where problems arise, manufacturers should consult a specialist dust extraction company.
Companies operating wood waste burning boilers can use MDF dust as a fuel subject to certain precautions against internal explosions. Up to 20% MDF dust may be burned in combination with other more particulate waste, subject to effective mixing of the dust. Companies concerned mainly with the disposal of large volumes of MDF dust can use it in boilers fitted with injection burners as a supplement to gas or fuel oil. Advice on the selection and operation of woodwaste burning boilers should be obtained from specialist suppliers.